


*Inside plastic part (mounting ring) for infrared measurement device for non-contact temperature measurement
*Plastic material: PA66
*Tooling design: 1x4 cavities
*Customer says: Our production workers had no problems anymore to assemble units by using the sample parts of 1C302 Rev.B you send beginning of this week. So we release the tool after that modification to Revision B as it is now again for production. Michael (he gets this message in copy) will send a PO soon for the next 3000 pieces. All future orders of regular parts you will get from him......
We both will stay in contact for new parts (like 1L024 right now) or for tooling issues or technical problems in general.
- Uwe Klonowski Apr.28,2016
*If you have plastic part to be made in plastic injection molding process, pls send your requirement and drawing.

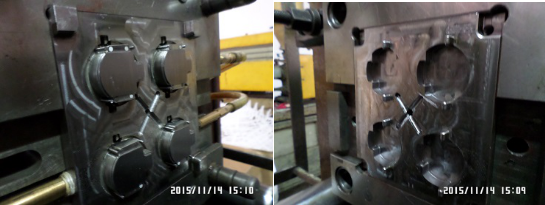
*Back tooling core and front tooling cavities, this is the situation after tooling further improvement after it has been used for some time.
Problem found with part from cavity 2#: one screw hole shaped from insert pin is not straight and affect final assembly
Impovements on tooling: 1) laser welding 2) go through front and back tooling fittness process 3)change all insert pins with new better ones
Measures for plastic injection process: before plastic injeciton molding start, check whether insert pin deformed; in injection molding process, check whether insert pin deform and whether injection pressure too big.
*Percentage of glass-fiber in Nylon material for last batch(28th Mar., 2018) 1C302 is higher, shrinkage rate become lower and outer dimameter(for mounting) became a little bigger for assembly work. For next batch, material with lower fiber should be used, and dimension control in molding process will be stricter for outer diameter 43.478 and mounting hole diameter 2.2.(31st Aug., 2018)